






مونتاژ H


- مطلب مرتبطی پیدا نشد.
 تماشای فیلم
تماشای فیلم



مونتاژ H
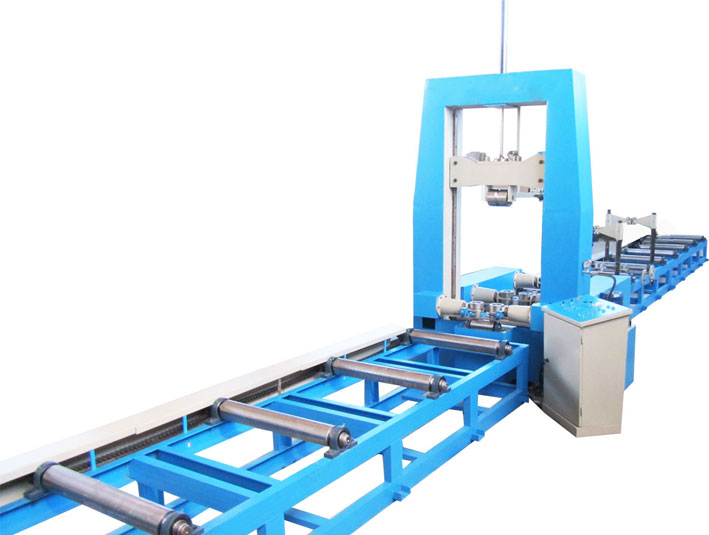
ابتدا ورق بال و جان بهصورت T در دستگاه جای می گیرد. سپس با حرکت روبهجلوی دستگاه ، کاربر شروع به خالبندی سازه میکند. در مرحله بعد، با چرخاندن قطعه و اضافهکردن بال دیگر ، سازه H شکل میگیرد . این نیروی محرکه دستگاه را موتور و گیربکس و همچنین جکهای هیدرولیک تامین میکند.
جهت مونتاژ سازه H توسط ماشین مونتاژ سازه H ابتدا بال سازه H را توسط جرثقیل به داخل ماشین مونتاژ H هدایت کرده و با فشار دادن دکمه مربوط به فک های هیدرولیک بال ، ماشین بال را در مرکز دستگاه قرار می دهد ، سپس جان را به داخل ماشین مونتاژ H هدایت کرده و مجدداً با استفاده از فک های هیدرولیک مخصوص جان ، جان را در مرکز یا سنتر بال و تحت زاویه 90 درجه نسبت به بال قرار می دهد ، سپس طبق تعریف اپراتور از طریق تابلو کنترل ، نازل های جوش co2 شروع به فرآیند خال جوش زدن می کنند ، طول جوش ، فواصل جوش از یکدیگر توسط اپراتور و از طریق تابلو کنترل برای ماشین مونتاژ H تعریف می شود .
تا به این مرحله اپراتور توسط ماشین مونتاژ H یک سپری یا T مونتاژ کرده است . سپس سپری ساخته شده را توسط جرثقیل 180 درجه چرخانده به ابتدای دستگاه برگردانده و با قرار دادن بال بعدی سازه H و قرار دادن سپری ساخته شده بر روی آن مجدد به فک های هیدرولیک فرمان می دهد تا سپری را در سنتر بال و تحت زاویه 90 درجه قرار دهد ، مجدداً اپراتور توسط تابلو فرمان به دستگاه فرمان می دهد تا نازل های جوشکاری فعال شده و بال و سپری را به هم مونتاژ کنند و یک سازه H کامل تهیه گردد .
توانمندیها
۱. مجهز به دو دستگاه جوشکاری ۳۵۰ میگ [بهسفارش مشتری]
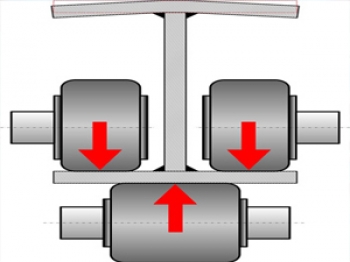
۲. دارای جکهای بالا و پایین، برای ثابتنگهداشتن قطعهکار
۳. دارای پدال پایین ، برای آسانترکردن کار با دستگاه
۴. میزهای قبل و بعد از دستگاه، با قرقرههای متحرک
۵. نصب بالگیر و جانگیرِ اضافی در میزهای قبل از دستگاه
۶. سامانه هیدرولیک قدرتمند
۷. صفحه نمایشگر با طراحی مناسب ، برای آسانسازی عملکرد

|
جدول مشخصات فنی |
|
|
ولتاژ کار |
AC380 v 50hz |
|
ارتفاع جان |
200 – 1500 |
|
ضخامت ورق جان |
6 – 32 |
|
پهنای بال |
200 – 600 |
|
ضخامت ورق بال |
6 -40 |
|
طول نقاله |
24m |
|
موتور متحرک اصلی |
5.2 KW |
|
نوع انتقال نیرو در قرقره ها |
دنده و زنجیر |
|
انتقال نیرو در بال گیر و جان گیر |
Ball Scrow |
|
موتورهای حرکتی بال گیر و جان گیر |
هیدروموتور |