






An Introduction to Waterjet Cutting


 watch film
watch film



An Introduction to Waterjet Cutting
As one of the fastest growing machine tool industries, water jet cutting has proven to save time and money on countless applications such as metal cutting and stone cutting. See the advantages of water jet cutting and view our photo album of different uses for the tool. Whether it’s cutting sheet metal, titanium, granite, marble, or steel – water jet might be the answer for you.
Benefits of Waterjet Cutting
Let’s Take a Look… Waterjet cutting is best described as an accelerated erosion process that we are controlling. For this reason, waterjet can cut or erode through virtually any material known, making it one of the most versatile machines available.
As one of the fastest growing machine tool industries, waterjet cutting has proven to save time and money on countless applications. Please take a look at the advantages below to see if waterjet could be for you.
Tolerances
Tolerances tighter than +/- 0.005″ are achievable, especially in thinner materials such as 1″ stainless steel. However, high tolerances come with a price, sometimes up to 500% higher than if the same part had been specified with a tolerance of +/- 0.015″. By being more flexible with tolerances, prices will plummet as cutting speeds increase. Waterjet cutting has the ability to vary tolerances in different locations on a part, ensuring the best pricing and quality.
Thickness And Kerf
Materials ranging from 10″ stainless steel to 0.010″ acrylics can be cut by waterjet, making it a very versatile tool. Stacking of very thin materials to increase productivity is possible. Kerf ranges from 0.020″ to 0.050″.
Taper And Edge Finish
Taper and edge finish are directly related to cut speed. The greater the speed, the more taper and the coarser the edge finish. As the waterjet slows down, taper can be eliminated and the finish of about 120 achieved. Again, slower means an increase in time…and price. For a finer edge finish, use a finer abrasive.
No Heat Affected Zone (HAZ)
Waterjet cutting is a natural erosion process involving no chemicals or heat. Because of this, warping and distortion typically associated with laser, plasma and oxy-fuel cutting is eliminated, therefore minimizing the need for secondary processing.
Nesting And Common Line Cutting
Unlike laser, plasma and oxy-fuel cutting, waterjet lends itself to common line cutting. WARDJet offers optional state-of-the-art nesting software, allowing you to nest multiple shapes together and cut them with multiple heads. Tracking of remnants and nesting into these odd shapes later, helps save precious material and can contribute toward reducing your operating costs.
Cutting Speeds
The speed at which the waterjet can cut through material will vary based on a variety of parameters. In the charts below you can see that the orifice/nozzle combination you select will have an influence on your cut speed. Generally when cutting with a single head and a 50 hp pump the chart with the 14/40 orifice/nozzle combination is the closest guide for cut speed. When cutting with two heads and a 50 hp pump use the chart with the 10/30 orifice/nozzle combination to indicate the cutting speed of each head.
After selecting the correct chart find the material and the thickness that you will be cutting. This will then give you an idea of your straight line cutting speed based on the quality of edge finish and tolerance you need for your parts. These cutting speeds are only a guide to estimate cutting speeds achievable. We recommend that test cutting is done to determine actual feed rates on different materials and thicknesses.
Waterjet in Any Industry
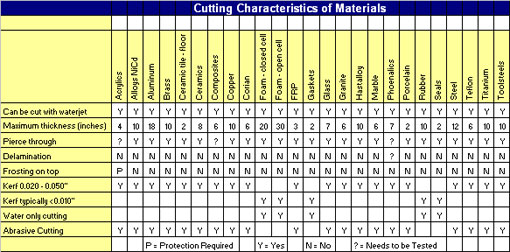
The versatility of the waterjet allows it to be used in nearly every industry. There are many different materials that the waterjet can cut. Some of them have unique characteristics that require special attention when cutting. As you can see in the chart below each material you cut will have some unique characteristics that have to be taken into account.
The information below explains some of the cutting techniques we’ve used when cutting these materials. We recognize that there are many materials not listed so if you have a specific question about your material feel free to contact us at (330) 677-9100.
Alloys
Inconel, Hastalloy, Waspalloy, Titanium, Aluminum, Stainless etc. No heat effected zone or change in the molecular structure occurs in the alloy material. There is no distortion as seen with typical heat cutting methods. Generally, cutting with waterjet costs less than traditional machining or cutting methods. In many cases, no secondary removal of slag or damaged material is necessary, and minimal to no burring is seen.
Steels
Waterjet is not always the most cost effective method to cut steels. As a rule, if the finished product is presently being cut using laser, plasma or oxyfuel, and no secondary work is needed to the part after being cut, it is unlikely waterjet will be an economical solution. However, as soon as any secondary work, closer tolerances or removal of the Heat Affected Zone (HAZ) is needed, waterjet is probably the solution. With the use of the WARD (Waterjet Abrasive Recycling Dispenser) companies are able to reduce their operating cost substantially, reducing the gap between laser and waterjet cutting. In many cases, waterjet now costs less than laser!
Laminates
Waterjet, in most cases, does not see any difference between laminated materials – e.g. acrylic, aluminum, stainless and honeycomb section all laminated as one. Many aircraft parts consist of laminated materials where waterjet is the only solution.
Composites
Many composites are very difficult to machine as the cutting tool tips ‘gum’ up and quickly becomes inefficient. Waterjet has no gumming at all and can leave a good clean surface requiring no additional work.
Plastics/Acrylics
It is possible to not only cut these materials effortlessly, but also drill start holes using specialized low-pressure options available with certain systems.
Rubber
Depending on the durometer value, rubber can be cut with water only or with abrasive. Tests will quickly reveal what the best option is for your application.
Gaskets
By using waterjet for cutting gaskets, it is possible to automatically nest various sized and shaped gaskets on one sheet effortlessly. There is no longer any need for stacks of dies. Software will keep track of all remnant sheets allowing off cuts to be put back into inventory and used for smaller parts. Specialized software is available to track materials through the entire process.
Fiberglass
When cutting materials that are typically associated with hazardous fine airborne materials, waterjet is an ideal solution. Particles and materials removed are transported by the water away from the surface into the tank, reducing this risk and hazard.
Glass
Intricate cutting and shaping of glass is easy with waterjet. The waterjet can generally drill all its own start holes, making it a highly versatile tool. Glass from 1/32″ to 10″ thick can be cut, even when laminated in multiple layers.


